新闻动态
KELIDA ELECTRONIC


时间:2021-11-15 00:00

点击:2868
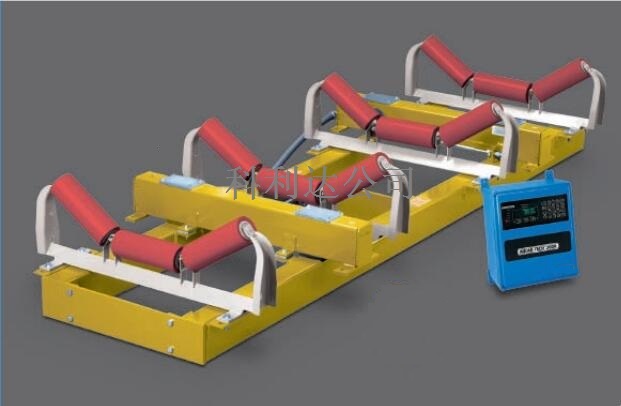
ICS 系列型电子皮带秤给煤机 ,系燃煤电厂和炼铁厂高炉喷粉制粉系统的重要组成部分。其性能直接关系磨煤机连续正常运行和煤耗计算的准确度,本设备是基于电力系统国内外同类产品的运行情况研制而成,力求更加完善,性能更好。
该产品不仅适用于电力系统燃煤机组,同时又适用于冶金、矿山、化工、建筑、粮食加工运输等行业的散装连续秤重。
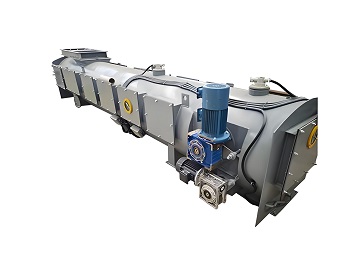
本产品属全密封式工作状态,不产生环境污染。可为各种型号的磨煤机连续、稳定、精确地给煤。在负压、常压、正压下均可正常运行。既可就地操作,也可摇控,与主控室联网后,可自动调整给煤量。本产品出厂前均在厂内作模拟运行试验,对其运行参数进行试整定,从而确保产品出厂质量。
注:表中出力指煤的密度为900Kg/m3时的出力。
2、ICS电子秤皮带给煤机主要技术参数2.1技术参数
标定给煤量100t/h 最小、最大给煤量10~100 t/h
计量精度≤±0.5% 控制精度≤±0.5%
皮带驱动电机及减速机:斜齿轮-伞齿轮减速机,变频电动机功率为4Kw
清扫链驱动电机及减速机:斜齿轮-伞齿轮减速机,电动机功率为0.37Kw
给煤中心距:2800mm
输送皮带:带裙边O形无接头皮带,宽度1000mm
机身:长×宽×高: 4600×2200×1740 mm
本体重量:4t
2.2产品对煤质要求
2.2.1.适应堆积煤比重范围0.7-1.1t/m3
2.2.2.粒度≤50mm
2.2.3.表面水分≤21%
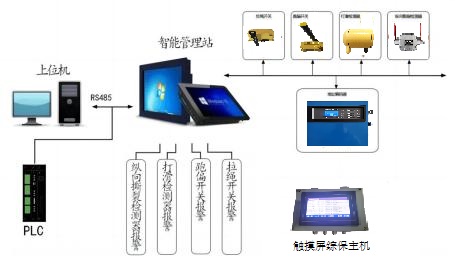
3、供货范围 自储煤仓下口法兰至磨煤机落煤仓落煤管上口处,分三个分部及一个控制柜。
3.1 一分部为电动上闸阀。即从储煤仓下口法兰至给煤机本体入口止。图一中1。
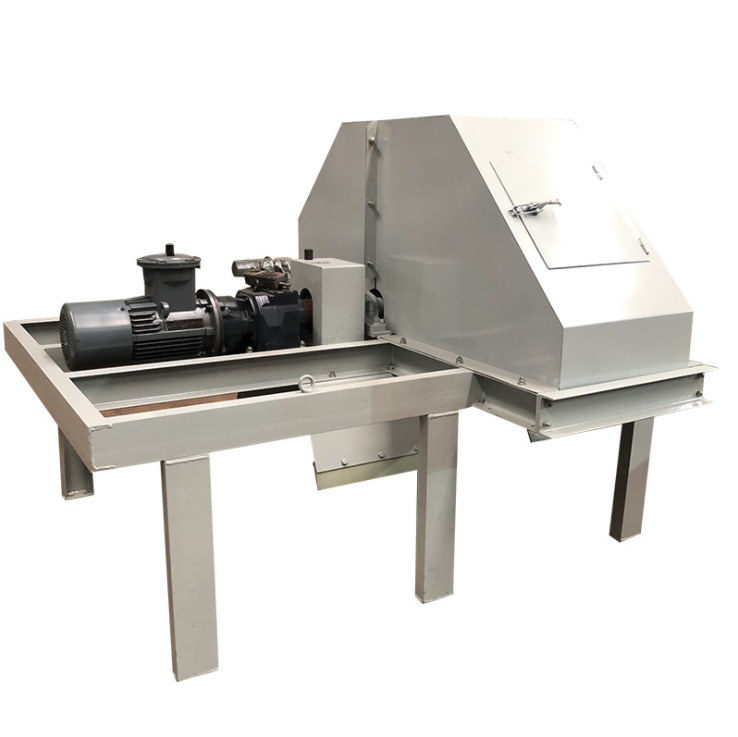
3.2.二分部为本体。图一中2。
3.3.三分部为电动下闸阀。即从给煤机下出口处至磨煤机落煤管入口。图一中3。
3.4.四分部为控制柜。图一中4 。
4.产品结构4-1.电动上闸阀
详见“SZhF00型电动上闸阀”使用说明书。
1A30V648-0.jpg
1A30R126-1.jpg
4.2.本体
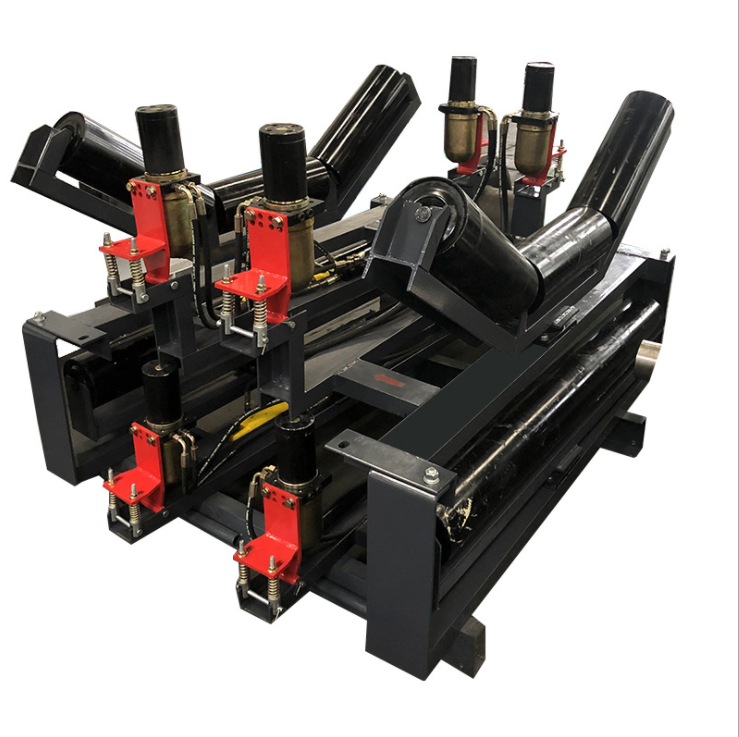
1.进煤斗 2.煤层高度调节挡板 3.皮带 4.断煤信号器 5.计量系统 6.跑偏开关 7.主动滚筒 8.温度报警器 9.照明灯 10.前检修门 11.胶带外部清扫机构 12.堵煤信号器 13. 链式清扫机构 14.托辊 15.皮带张紧装置 16.后检修门
4.2.1.出口挡板
4.2.1.出口挡板
当煤由上闸阀落到皮带上后,为控制皮带运转时在皮带上煤的厚度,所以在其出口处设有一挡板,这块挡板在皮带上按一定几何形状,形成一定的煤层厚度。设定最大高度为230mm。使用高度200mm。
出口挡板可通过壳体上的上孔门安装,此上孔门还作为当出口处有大块煤或其他异物挡住时处理故障之用。
4.2.2.皮带后堵板
后堵板作用有二。其一:限制落到皮带上的煤向后流动。其二:当落下的煤中夹杂着异物,长板,木条及大块煤,无法通过挡板传输,也无法从上孔门取出时,就需停机打开后堵板来解决(注意:在打开后堵板时必须将上闸阀关上)。
4.2.3.皮带上煤层厚度低于80mm时报警
给煤机出厂时其设定煤层厚度为200mm, 当煤层厚度由于断煤降到80mm时,认定缺煤或断煤,发出电信号报警。
4.2.4.上下限电接点温度计
当储煤仓中煤储满后,由于温度等因素可能出现自燃现象。随着下落煤流中夹杂高温自燃煤,使给煤机内温度上升到75℃时,温度计就发出警报信号,操作员接入消防蒸汽灭火降温。
4.2.5.输送皮带
输送皮带系无接头○型皮带,由橡胶研究院专门研制,皮带弹性好,采用伸长率较低骨架,寿命保证18个月。皮带两边设有80mm裙边,皮带背面中部设有导向轨条,防止跑偏,采用阻燃性皮带材质.
4.2.6.主滚筒减速机
主滚筒驱动电动机功率小,采用大速比减速机以获得较大的转矩。该机采用变频器调速,控制柜根据给定信号,改变电动机电源频率,而输送相应的煤量给磨煤机。
4.2.7.清扫电机
为清除壳体内皮带泄落物而设计,此部分电机功率为0.37kw,转速为1450转/分(铭牌), 减速后输出转速≈2转/分。刮板链条以1423mm/分慢速清扫泄落物, 噪音小,运行平稳。
4.2.8.清扫链
清扫链材质为耐磨钢精密铸造而成,采用双排结构。
4.2.9速度传感器
采集皮带速度。装于主滚筒电机尾端,测速稳定。
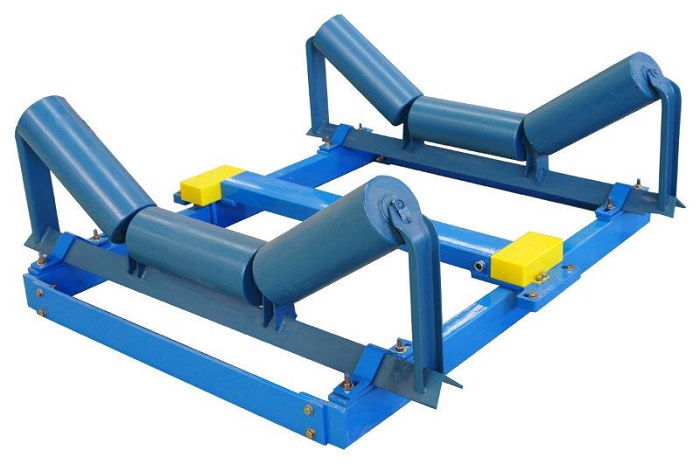
4.2.10.称重传感器
称重传感器是计量核心元件,系公司原装进口。称重传感器发出的电信号经微机处理后在控制柜表盘上显示计量数据。
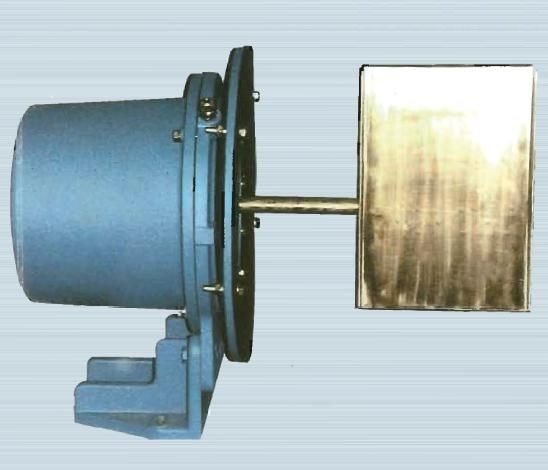
4.2.11.堵煤信号
堵煤信号机构设在出煤口短节处的浆页板,当落煤堵塞时,煤流堆积使浆页板位移,与行程开关相撞,接通线路使主电机停机,达到互锁目的.
4.2.12.照明灯
照明灯设在给煤机内,以便观察设备运行状态,其电压32V,使用36V灯泡是为提高灯泡使用寿命。
4.2.13.窥视孔
本机设有四个窥视孔,以备观察机体内各部件的运行情况。
4.3. 电动下闸阀
详见“XZhF00型电动下闸阀”使用说明书。
5.设备维修及保养5.1.润滑部件定期加润滑脂。
5.1.1.给煤机传动部分在轴两端分别有注油嘴以便定期注油保养。
5.1.2.每次加油量4-6g。
5.1.3.加油种类为钙基脂黄油。如用不同种类油脂,首先将新油脂与原油脂混合后看是否产生结块等不良变化。
5.1.4.加油时间:新装机起动后,一年加一次油。
5.2.皮带的检修
5.2.1.首先关闭全部电源。
5.2.2.打开前后二个端门。
5.2.3. a:拆卸主电机线。b:拆卸主电机、减速机(一组)。
5.2.4.拆卸
5.2.4.1.松开张紧螺栓。(两条要同步松,以免松得过多或过少,使滚筒倾斜造成螺栓弯曲变形) 使皮带全部放松。
5.2.4.2. 拆卸侧门后,从侧门拆卸全部皮带托辊。
5.2.4.3. 卸下减速机,将两侧轴承紧定螺钉松开,拆卸两侧轴承座螺栓,取下轴承座,再拆卸两侧内圆法兰螺栓,用此螺栓顶出内圆法兰,将一侧加检修延伸套管后,吊起主滚筒从电机侧慢慢将主滚筒平移出壳体。
5.2.4.4.拆卸拉紧螺栓套及滑道固定端板螺栓后,将从动辊及皮带从端门处拉出壳体,更换新皮带。
5.2.5.回装
5.2.5.1.先将皮带送入壳体,将从动辊套装在皮带内,向主滚筒方向拉皮带,从侧门处逐个套装上托辊在皮带内,将皮带向主滚筒方向拉到头后,将主滚筒一侧加检修延伸套管后,吊起主滚筒对准轴孔从电机侧慢慢将主滚筒平移送入壳体后,再回装两侧内圆法兰,用螺栓紧固好,回装两侧轴承座,用螺栓紧固好,将主滚筒对中后,再将两侧轴承紧定螺钉锁紧。
5.2.5.2. 回装上滑道固定端板用螺栓紧固好,回装上两个拉紧螺栓套,旋紧拉紧螺栓套(两条要同旋紧,以免紧得过多或过少,使滚筒倾斜造成螺栓弯曲变形) 使皮带下侧与主滚筒及从动辊两滚筒下侧平齐即可。
5.2.5.3.新换皮带要空转10分钟后不跑偏方可投入运行。运行半个小时要有人在现场监视,以备随时调整,运行人员每班观察运行情况。
5.3.托辊的检修
5.3.1.各个托辊及一个计量辊其转动部分相同。
5. 3.2.托辊回装
托辊的同轴度≤0.5 托辊平面度≤0.1
就位后每个辊空载摩擦力手感应相差无几。
5.3.3.主滚筒及从动滚筒在检修时,所加的润滑油可与托辊用同类油脂,以备运行时加油的统一,建议使用普通钙质脂。
5.3.4.皮带煤层厚度测量板及落煤管处的浆页板(即出口处限位板)每次大修及中修时,加一次润滑油,每处加4-6g。
5.3.5.输煤架回装完毕,检查全部零部件是否完善,滚轮及皮带是否有偏心现象。
5.3.6低速启动给煤机检查皮带是否跑偏,有无异常噪音等现象。经20分钟空运行后,确认无问题后可升速到50HZ再转5-6分钟无异常,方可投入运行。
5.3.7.两台减速机的润滑要求每半年更换一次新油,加新油时, 应将原有润滑脂清除干净后,加入新油至水平轴中线以下20mm即可。
5.4.清扫链的检修
清扫链的检修主要是传动轴端加油孔大、 中修时加一次油(4~6g)。
6.给煤机的调整6.1.皮带张紧轮的调整
皮带的调整,在出厂前已经作过,但在运行时,由于负载的变化,及长期运行,皮带有可能伸长,使张紧度变化,从而使给煤机计量等出现误差,所以新皮带运行第一周内,应从四个窥视孔及时观察皮带运行情况,从端部螺丝处调整皮带。
在调整皮带松紧时,两侧螺丝长要等距,然后紧螺丝,每次不超过两圈。 精调时,旋转的螺拴每次不超过半圈(即180°),而且两端要均衡进行, 否则易于出现螺栓弯曲、皮带跑偏。
更换新皮带时,要求空载运行至少半小时,而且要随时调整皮带对中,当偏心时,皮带内侧的导轨将跑出轨槽,使皮带外侧凸起,运行要随时调整,否则偏心运行将造成皮带撕毁。
6.2.皮带对中调整
当皮带对中运行时,皮带将沿着内侧导向梯形导轨不偏不斜地滑动,当皮带跑偏后,皮带将从主动轮或从动轮中心导槽向一边凸起。这说明主动轮或从动轮不平行,故皮带跑偏。如果向右凸起,可紧左侧螺丝,这样皮带将向左移动,直到对中为止,反之亦然(从紧螺丝方向看)。
在调整过程,不宜一次调整量过大,因调整过大皮带会立即跑出导轨槽外,造成损伤。所以要求电机在低速时起动,边旋转,边调整,最后使皮带不凸起为准。
也可测量皮带宽度与滚筒宽度的差值,看在两边是否相同,以此作为参考依据,但最终必须以运行平稳、皮带不跑偏为准。
7.安装7.1.给煤机安装时首先核对联接结构尺寸。
7.2.校对给煤机进口及出口中心距离。
本厂给煤机中心距(根据技术协议制作)与现场中心距尺寸应该吻合, 若有差异,则应对给煤机联接管道作相应修改以相适应。
7.3.安装基础
按给煤机基础图确定预埋件位置,具体尺寸按所供图纸核对。
首先清理干净预埋件,就位给煤机,用斜垫铁找水平后点焊固定,然后固定就位螺栓,最后进行二次灌浆。注意四条螺拴紧固力要均匀。
7.4.就位后的软联接
当给煤机固定后,再将上闸阀下圆筒上的短节落下,与给煤机作软联接。
注意在作联接前,卸下给煤机后门,再卸掉后挡板,并在皮带上垫一块铁板,以防从上掉下的重物及电焊高温氧化飞溅物烧伤皮带。
8.开机8.1.开主电机10分钟空转,观察有无异常现象。
8.2.打开上、下电动闸阀。
8.3.启动清扫链。
8.4.从窥视孔观察运行情况。
8.5.启动。
上一个 |皮带机纠偏器科达公司生产制造
下一个 | 电子皮带秤培训小结
热门产品
以质量确保服务 以专业成就服务 以精心缔造服务

以质量确保服务 以专业成就服务 以精心缔造服务
Ensure service with quality & achievement service
关键字: 防爆电子皮带秤 官方认证, 全悬浮式电子皮带秤-徐州拉姆齐, 电子皮带秤-徐州拉姆齐, ICS-17A皮带秤-徐州拉姆齐, 徐州拉姆齐公司-高精度电子皮带秤, 全悬浮电子皮带秤, 半封闭称重给料机-徐州拉姆齐, 称重给料机-徐州拉姆齐, 称重给煤机, 电子螺旋秤,
400-040-5882
全/国/免/费/服/务/热/线
联系客服
关注我们